SPC品质过程监控系统
“预防性控制理念”的最佳实践工具
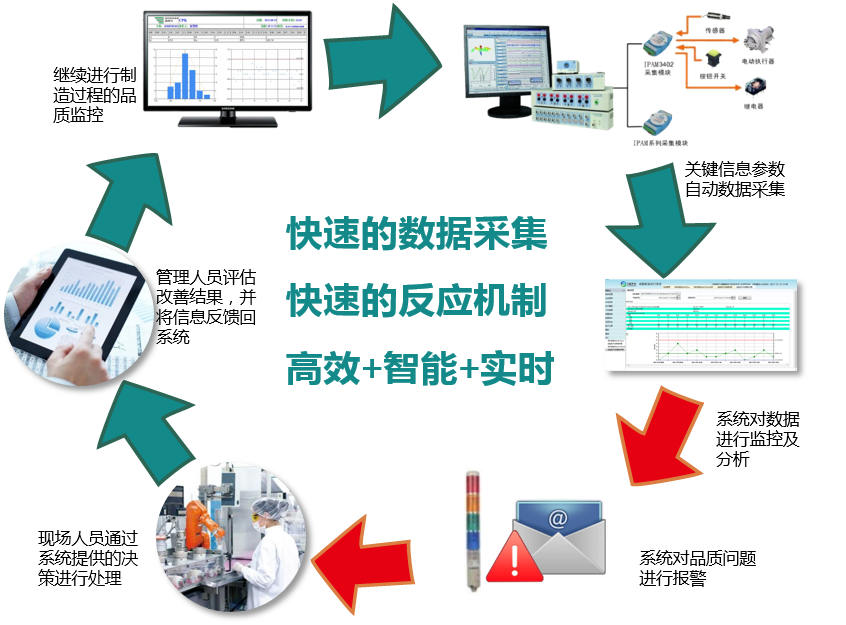
1. 在事中进行品质控制,杜绝人为的错误。
2. 在事中进行品质数据的搜集,为后段工序提供操作依据。
3. 在事中搜集品质异常信息,现场透明,即时发现,即时处理,避免批量
或连续不良。
4. 品质数据数字化,为品质改良的方向提供分析依据和数据支撑。

全面的工业自动化集成
开启智能生产新模式
“预防性控制理念”的最佳实践工具
1. 在事中进行品质控制,杜绝人为的错误。
2. 在事中进行品质数据的搜集,为后段工序提供操作依据。
3. 在事中搜集品质异常信息,现场透明,即时发现,即时处理,避免批量
或连续不良。
4. 品质数据数字化,为品质改良的方向提供分析依据和数据支撑。
 SPC系统的物理架构主要表现为:现场层、执行
SPC系统的物理架构主要表现为:现场层、执行
层、展现层三层。
生产现场主要执行数据采集,系统进行实时监控。
执行层负责制定数据采集的规则及分析模型,通
过对采集来的数据进行统计分析后,快速支持管
理决策。
执行层将统计分析的成果汇总成报表,及时展现
给各领导。
系统IT架构示意图

SPC Monitor是标准的SPC控制流程,支持各种文件格式
数据的导入,数据库数据的集成导入等等,
SPC Monitor RT是实时的SPC控制,侧重于品质控制过
程的实时监控与报警,支持人机交互的数据采集,以及连
接各种仪器仪表,测试设备,移动录入,以及通过MES系
统导入等。
数据采集设置
用户可自行定义录入模版,实现灵活的数据录入,数据录入
文件可单独保存,数据同时可以上传到系统数据库中。
基于录入模板,用户可建立类似于EXCEL格式的录入文件。
数据采集界面

系统在录入数据的同时,可即时显示数据的图形及分
析结果。
多项目输入数据
用户可同时录入多个参数数据,用户在保存前允许操
作人员进行修改,对于异常数据,系统将提示用户确
认。
自动采集终端数据
数据采集服务端接收各类方式的录入数据,包括手工
录入、连接仪器的自动采集、移动数据采集等等。
控制图设置界面

用户按照标准SPC流程,对选定的关键品质参数设置
控制图,包括选择控制图类型,确定样本容量,定义
参数的规格值,以及填入控制图的基本信息。
控制区间设置

针对每一个控制参数自由设定控制条件(规格、内控
指标、控制线)
控制及分析界面

SPC的数据分析采用自动分析的方式,在数据采集
到系统后,系统进行自动的分析(包含各类控制图
分析、工序能力分析等分析方法)并对问题点进行
报警,用户只需点击相关的图表,查看及分析相应
的问题,无需进行复杂的分析操作。
分析及控制方法设定

用户可在主监控面板中根据需要对系统中已录入数据
设置分析及控制方法,监控结构可由用户根据需要进
行自由设定。
进行多个参数的分析对比

进行多个参数或工序进行同时监控及分析对比,了解
相关联参数的状况。
工序能力(CPK)多图分析对比

工序能力指数(CPK)是评估工序生产合格产品能力
的重要参数,同时也是指导进行品质改善的重要分
析方法,系统自动分析出每一工序或参数的CPK,
并同时进行相应的评估。
原因分析及改善措施

为用户品质的改进建立历史知识库,对相关问题进
行分析及总结,切实使问题得到改善。同时,成翰
SPC建有内部知识库,供品质管理人员进行查阅,
协助解决相关问题。
工程师提交失控原因及处理措施后,需经由管理者
审核后,才能生效,如原因分析或措施不当,管理
者可否决相关内容,重新要求进行分析。
SPC提供图标类型
u 计量型
1 MEAN_RANGE_CHART; // Xbar-R(Mean and Range)图(均值-极差图)
3 MEAN_SIGMA_CHART; // Xbar-S(Mean and Sigma)图(均值-标准差图)
2 MEDIAN_RANGE_CHART; // Me-R(Median and Range)(中位数图)
5 INDIVIDUAL_RANGE_CHART; // X-Rs(Individual Range )(单值-移动极差图)
10 EWMA_CHART; //EWMA Chart – Exponentially Weighted Moving Average(指数加权移动平均值的控制图)
14 MAMS_CHART;//MAMR Chart – Moving Average / Moving Sigma (移动平均线和移动范围)
12 TABCUSUM_CHART;//Tabular CuSum Chart
8 LEVEY_JENNINGS_CHART;//Tabular CuSum Chart
u 计数型
21 PERCENT_DEFECTIVE_PARTS_CHART; P 图
23 NUMBER_DEFECTIVE_PARTS_CHART; //NP图
24 NUMBER_DEFECTS_CHART; //C图
25 NUMBER_DEFECTS_PERUNIT_CHART; //U图
30 NUMBER_DEFECTS_PER_MILLION_CHART;//Number Defects per Million (DPMO)
品质预警管控
1、SPC系统根据设定的检测规则,每隔2小时采集一次检测点数据。
2、SPC系统根据用户需求,输出X-bar图、P图、CPK图、柏拉图等图形。
3、SPC系统根据用户的设定的预警规则,将预警的信息通过邮件或是其他消息的方式,推送到管理层的邮箱或者手机上。实现“异常预先制动的管理理念”。

品质预警XBarR

用于控制对象为长度、重量、强度、纯度、时间、
收率和生产量等计量值的场合。X控制图主要用于
观察正态分布的均值的变化,R控制图主要用于观
察正态分布分散或变异情况的变化,而X-R控制图
则将二者联合运用,用于观察正态分布的变化。
品质预警-不合格品数图

NP控制图:用于控制对象为不合格品数的场合。
设n为样本大小,P为不合格品率,则NP为不合
格品个数,取NP为不合格品数控制图的简记记
号。NP图用于样本大小相同的场合。
 关注官方微信
关注官方微信